|
La NSX est construite dans une nouvelle usine à Marysville, Ohio, Etats-Unis, appelée le Performance Manufacturing Center (PMC). Ce centre de production est conçu pour apporter des innovations dans les moyens et les méthodes de fabrication d’automobiles en petites séries. Il emploie une centaine d’employés dont 70 ouvriers hautement qualifiés.
Des techniques d’assemblage ont été spécialement développées pour les différents éléments de la NSX. La précision de travail demandée est très élevée du fait des tolérances réduites découlant de l’optimisation du gain de poids par réduction de matière.
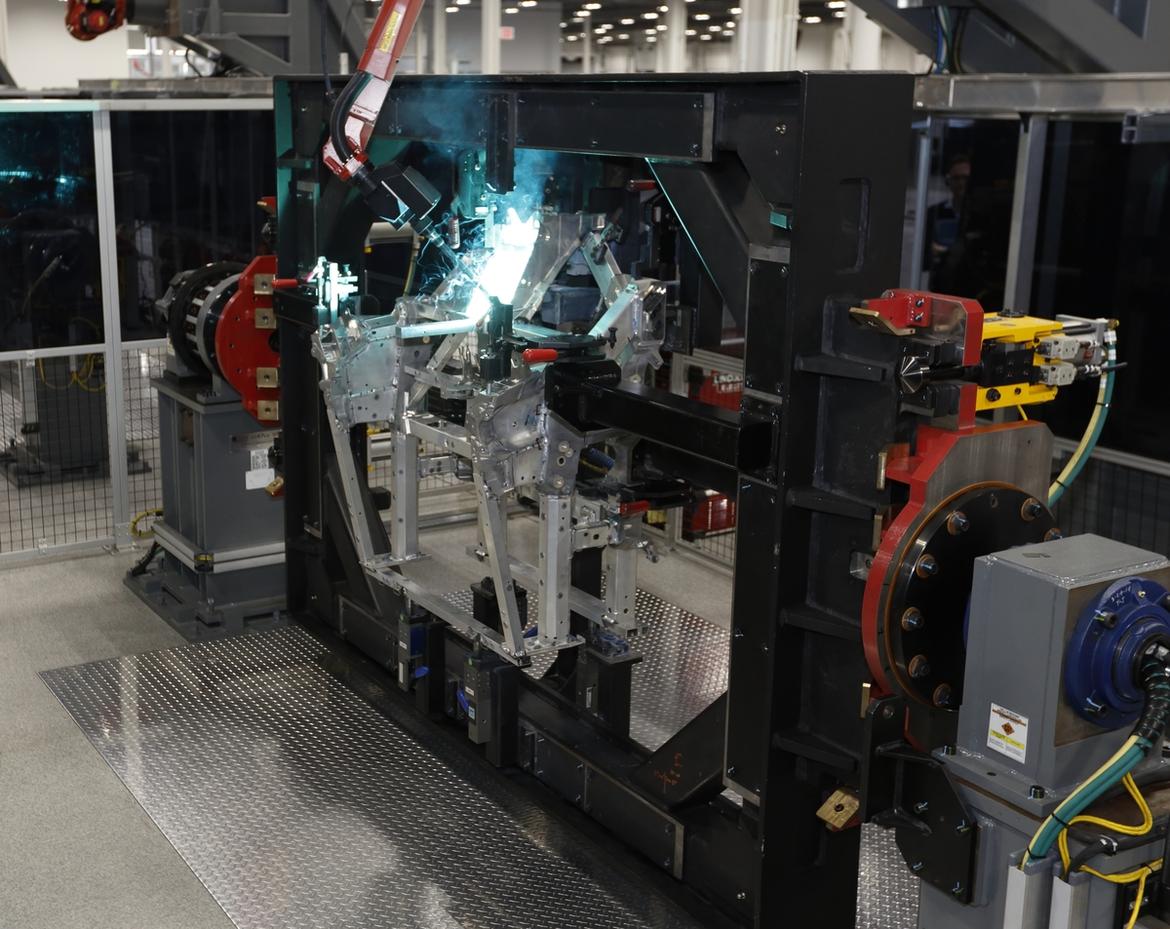
Tous les éléments en aluminium sont assemblés par soudure MIG entièrement robotisée, ce qui représente une première mondiale. Afin de faciliter le travail des robots soudeurs, la structure est fixée à une sorte de tourillon qui fait pivoter l’ensemble dans diverses positions, présentant les éléments à souder aux robots soudeurs. Sur toute la chaîne un processus de contrôle qualité vérifie à chaque étape la bonne exécution des soudures ainsi que la conformité de l’assemblage par rapport aux cotes désirées. Ce contrôle est effectué par d’autres robots mesureurs de haute précision mais également par des techniciens spécialisés.
Les montants du parebrise font appel à une autre technologie avant-gardiste pour la construction automobile. Les piliers doivent être aussi fins que possible pour ne pas altérer la visibilité du pilote mais doivent répondre aux normes de sécurité en cas de retournement du véhicule. Ici il a été privilégié l’acier trempé thermoformé. Un acier de ultra-haute résistance est mis en température, déformé tri-dimensionnellement par robots puis trempé par des jets d’eau. Les pièces ainsi obtenues sont ultrarésistantes et réalisées dans des tolérances de forme très précises.
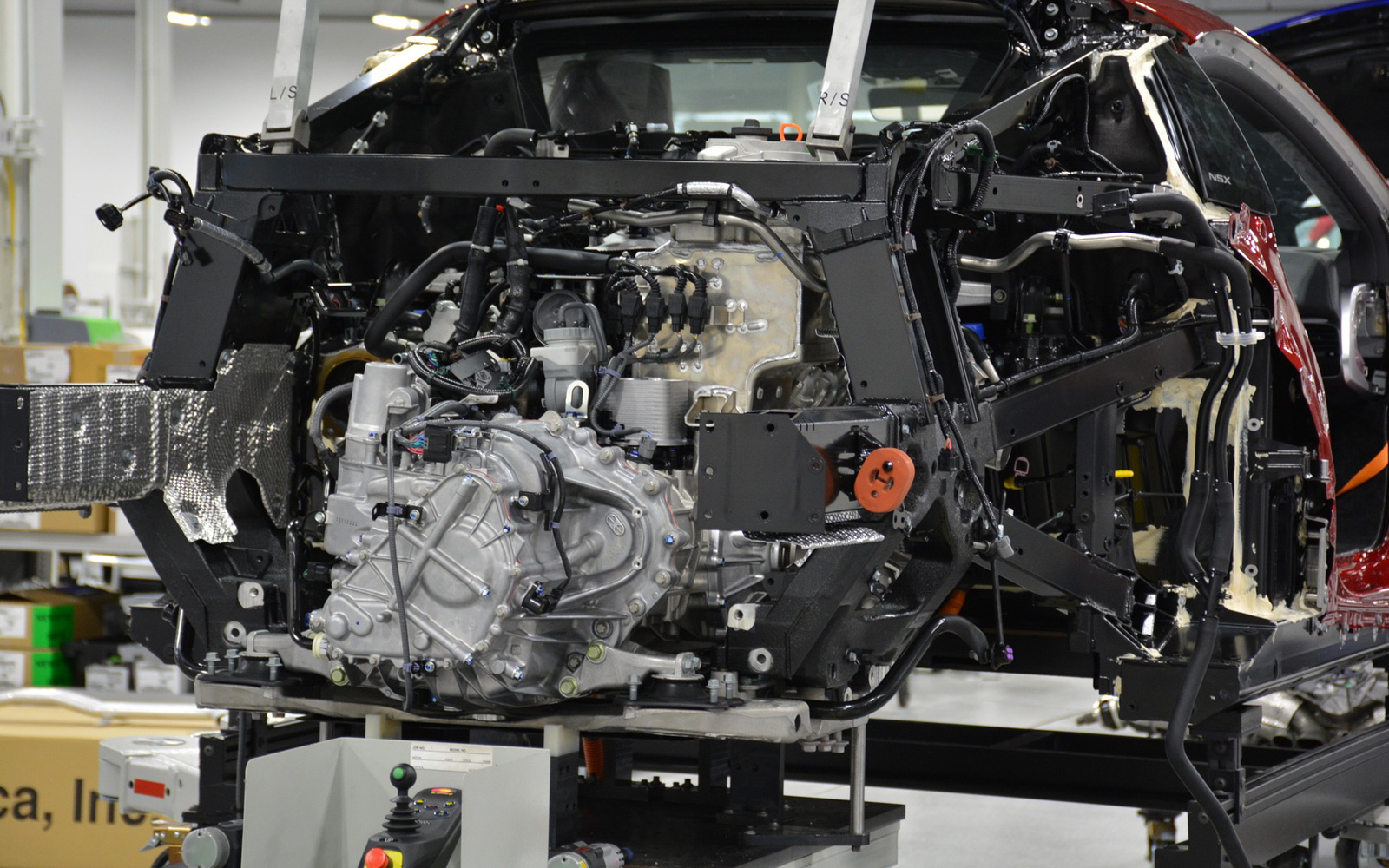
Les moteurs sont assemblés dans l’usine de Anna, Ohio. Chaque bloc est testé sur banc d’essai pendant l’équivalent de 240 km, puis envoyé au PMC. Le TMU et les autres composants du système hybride sont construits au Japon puis envoyés au PMC pour assemblage.
Le groupe motopropulseur est fixé à un berceau rigide en aluminium maintenu par des silentblocs de type hydraulique pour une absorption optimale des vibrations et du bruit. Les fixations sont montées à des emplacements stratégiques minimisant les mouvements du moteur et de la transmission (tangage et roulis).
Enfin les panneaux de carrosserie font également appel à une panoplie de matériaux. Le capot et les portes sont en aluminium hydro-formés alors que les ailes sont en fibre de verre (SMC). Le toit est aux choix du client en aluminium ou en carbone.
Un traitement des parties métalliques au zirconium prévient la corrosion.
|
|
|